
The Three Pillars of Ceramic Abrasive Grain Performance
Abrasive processing has roots reaching back thousands of years for such activity as producing flours from various food grains as well as sharpening metal tools and bladed weapons. Though natural stone grinding wheels have existed for millennia, the invention of artificial grinding wheels as we know them today occurred the late 1800’s. Rubber and clay based wheels had existed for a short time, but the biggest jump in technology in that era occurred when Sven Pulson invented the vitrified bond grinding wheel in 1873. Mr. Pulson was an employee of Frank Norton, who patented this product which then became the genesis for what would be known as the Norton Abrasives Company.
Despite the leap in grinding wheel bond technology, the active component of the wheels remained in the realm of naturally occurring abrasives such as emery. Not until the invention of silicon carbide (1891) and brown fused aluminum oxide (1905) did grinding wheels and also sandpaper (coated abrasives) have engineered grains to drive performance. The earliest abrasive grains and their successive generations of product all utilized the electro-fusion process, operating at temperatures up to ~2000C. The advantage of the artificial grains combines hardness, toughness, and a much greater ability to self-sharpen before the grain is completely spent. For decades, the electro fusion process was utilized to fulfill the world’s needs for abrasive grains.
The latest and highest performing conventional abrasive grains are now produced via the sintering of alumina based ceramics. This is a more recent development, with the commercial release of Norton SG to the market in 1984 after its invention by Ralph Bauer. From a green state ceramic that can easily be crushed by your fingers, an extremely strong and durable product can be sintered to a state that is harder and tougher than the fused grains. Additionally, ceramic grain technology results in grains with a fine microstructure that creates thousands of fracture sites vs. only a few fracture planes each for the fused grains. The self-sharpening ability of the ceramic grains is many times higher than for the fused grains and drives the performance of conventional bonded and coated abrasive products to their highest levels.
In recent years, many of Saint-Gobain Specialty Grains and Powders customers have contacted us to request specially shaped grains, or at least to gain a better understanding how special grain shapes can influence ceramic grain performance. Indeed, Saint-Gobain’s manipulation of the grain shape is a key lever for altering grain performance, but it is only one factor. Via much research and experience we have developed three distinct factors or ‘pillars’ that can either singly or in combination provide grain performance that is best suited to a specific range of applications.
The Three Pillars of Ceramic Grain Performance
Microstructure
SEEDED GEL - CERPASS XTL
Purity >99.6% Al2O3
Density – 3.9 g/cc
Porosity <1.5%
Hardness – 21.6 gPa
α-Al2O3 xtal – <0.2um
SOL GEL - DOPED W/ RARE EARTH OXIDE
Purity ~ 94-96% Al2O3
Density – 3.9 g/cc
Porosity ~ 5%
Hardness – 19 gPa
α-Al2O3 xtal – 4-10um
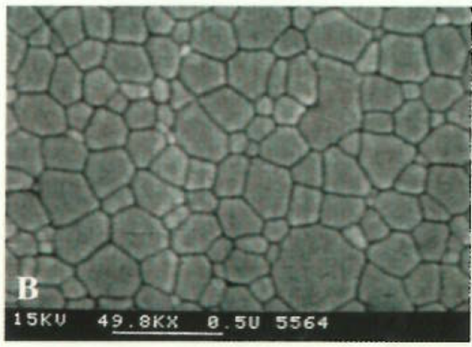
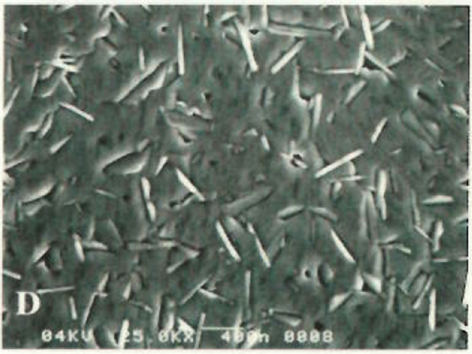
The original Norton ‘SG’ Seeded Gel that was released to market in 1984 featured a very fine microstructure, high purity, and high strength. Size of the crystals are approximately .20µ vs. the typical blue-type grains at a crystal size of approximately 4-10µ. The large crystals of the blue-type grains are intersected with platelets formed from rare earth oxides, typically a combination of lanthanum oxide and yttrium oxide. This original Seeded Gel, also known as Cerpass XTL, due to its higher strength and toughness fit a different range of applications than did the competitive grain with higher friability. Cerpass XTL performance was a better fit for high infeed grinding of hard materials, while the more friable competitive product was apparently designed to be better suited to coated abrasive applications.
The ability to manipulate the grains into a very fine and strong microstructure is the primary pillar for Saint-Gobain ceramic grain performance. Later generations of grain can feature different microstructures and crystal sizes, depending upon the need.
Macrostructure
The first Saint-Gobain grains with the fine, strong microstructure were launched into the market with two mechanically crushed shapes, blocky and sharp. After reaching great success in applications involving higher forces (increased power, infeed, and traverse) on harder materials, there remained some applications and materials requiring grains that would perform at lower forces. Via internal research as well as field validation, an extra-sharp shaped grain was developed that not only surpassed the performance of the standard shaped Seeded Gel grains, it often surpassed the performance of competitive grains featuring higher friability via chemical dopants.

SEEDED GEL – ‘DELTA’ CERPASS DGE
Purity >99.6% Al2O3
Density – 3.9 g/cc
Porosity <1.5%
Hardness – 21.6 gPa
α-Al2O3 xtal – <0.2um
LPD -
Aspect ratio – 2.5:1
The Delta grain (DGE), was constructed of the same pure alumina chemistry and microstructure of the original grains, but features an extremely sharp shape. The grains were formed via thermal shaping or the ‘explosion ’ process. This process resulted in grains with a higher aspect ratio, sharp points, and sharp edges. Successful application for this grain involved applications featuring lower forces and/or softer materials. Applications such as coated abrasives for stainless steel as well as ID bore grinding benefitted greatly from utilization of this grain.


SEEDED GEL – ‘TARGA’ CERPASS TGE
Purity >99.6% Al2O3
Density – 3.9 g/cc
Porosity <1.5%
Hardness – 21 gPa
α-Al2O3 xtal – <0.2um
LPD -
Aspect ratio – ~4:1
*TG2 Aspect ratio - ~8:1
Targa grain (TGE) also was constructed from the original pure chemistry and microstructure of the original grains, but was specially shaped to an extremely high aspect ratio of ~4:1. The shape of the Targa grain provided aggressive yet low force cutting and also promoted a very open structure when utilized for bonded applications. Within the high depth of cut (DOC) applications such as creepfeed and gear grinding, this grain is proving to have superior performance to standard shape grains and in many cases against other special shapes such as triangles. The latest generation, TG2, offers an even higher aspect ratio of ~8:1 for the highest level of performance in creepfeed and gear grinding.
Chemistry
The final pillar of Saint-Gobain ceramic grain performance is the alteration of the grain chemistry to enhance certain features, such as resistance to higher temperature vitrified bond processes or specifically engineered friability to optimize performance in a range of applications. Via proprietary processes, grain chemistry can be altered to modify the crystal boundaries within the grains or to promote different crystal phases.

SEEDED GEL – CERPASS HTB
Purity >95% Al2O3
Density – 3.9 g/cc
Porosity <1.5%
Hardness – <20 gPa
α-Al2O3 xtal – <0.22um
LPD -
One highly successful example of this is the Cerpass HTB grain. This particular grain has provided enhanced performance in a wide range of bonded abrasive applications plus had the intended benefit of damage resistance to higher temperature vitrified bond systems. The primary element driving this performance was modification of the chemistry to both resist damage to the crystalline structure when utilizing vitrified bonds yet also create the optimum friability whether the bond system is vitrified or organic.
Grain Types in Application
Whether to test newly developed grains or to benchmark against existing or competitive grains, it becomes necessary to complete grinding tests in a controlled environment. Saint-Gobain has developed a grinding test method that controls as many variables as possible yet allows actual grinding of various materials over a range of operating parameters. Size, quantity, and spacing of the grains are normalized to achieve more significant results. Parameters may be adjusted in order to simulate various field conditions, such as a low force coated abrasive application or a high force rough grinding bonded application.
Once a grain proves to be a promising candidate via these tests, field tests are conducted to determine performance in applications. The following information provides examples of how the ‘three pillars’ of Seeded Gel can affect performance, with internal benchmarking results as well as some related case history.
Performance driven by ultra-sharp shape and microstructure
In this case, performance vs. blue type grains was achieved with the ultra-sharp shape Delta (DGE) grains operating at low force on 304 series stainless steel. Test parameters were set to approximate the forces generated by a coated abrasives application or internal bore grinding with bonded abrasives.
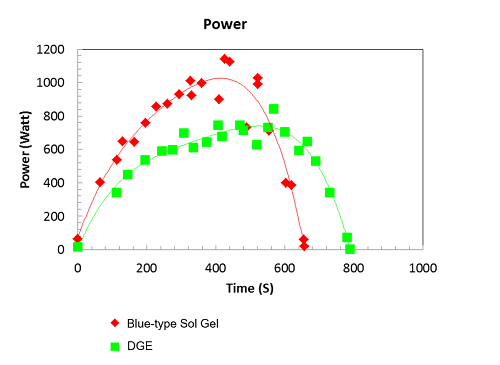
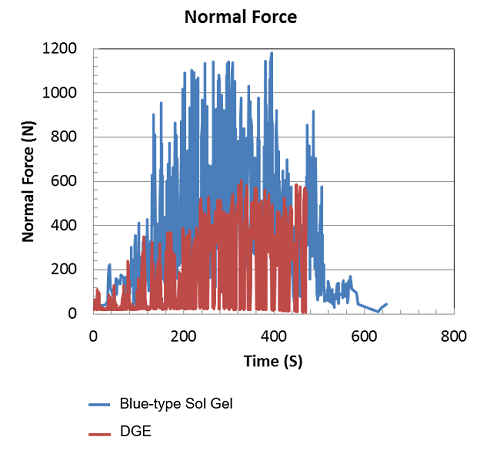
Achieved result were via testing Delta (DGE) grains vs. the common blue-type sol gel, at machine parameters for moderate depth of cut on 304 stainless steel. The power chart indicates machine spindle power.
DGE vs. Blue Sol Gel on 304 Stainless Steel, Low Force Cutting
- DGE → 28% lower Specific Energy (J/mm3)
- DGE→ 20% longer life before failure (s)
- Significantly lower normal force (J) generated via the DGE
*** Note that each step in time within the charts indicates identical infeed for the grains compared. For example, at 400 seconds within the Normal Force chart, DGE is requiring approximately half the force of the sol gel ceramic at an identical total infeed. ***
During grinding, energy measured by grinding power is consumed to overcome rubbing and remove material. The parameter of Specific Grinding Energy indicates the efficiency of a grinding process by normalizing energy consumption with the amount of material removed. Sharper grains initiate cutting at lower rubbing force, and hence produce lower grinding energy and higher grinding efficiency. The ultra-sharp shape of the DGE grains provides this effect. Additionally, the grains continue to cut more efficiently especially on soft yet difficult materials such as 300-series stainless steel. Besides lower machine spindle power, the DGE cuts at a much lower normal force which would apply to less effort from the operator and/or less stress upon the machine. The fine microstructure and strong bond between crystals allows minimum wear to the grains as they shed dulled edges.
Performance driven by aggressive shape
In this case, TGE (Targa) grain performance is measured against white fused aluminum oxide (WFA). WFA is generally considered to be the most friable of the fused aluminum oxide types, working well in applications requiring the ability to remove metal without creating metallurgical burn of the part. WFA is somewhat limited in ability to be pushed for higher removal rates, with excess fracturing of the grain occurring when pushed beyond its limits. Other more durable fused grains can be pushed to higher removal rates, though the increased forces may create excess heat and be incompatible with burn sensitive parts and/or alloys.
Below power and normal force charts indicate the performance of TGE grains when compared against WFA on carbon steel. Test parameters were set to simulate very high infeeds as would be experienced during creepfeed or gear grinding.
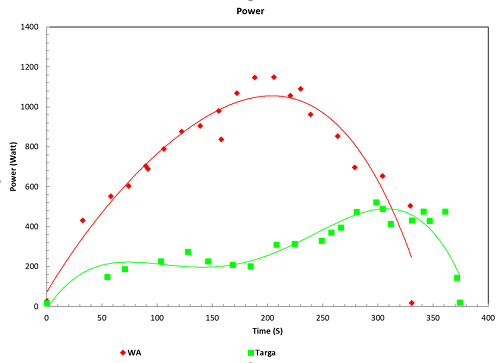
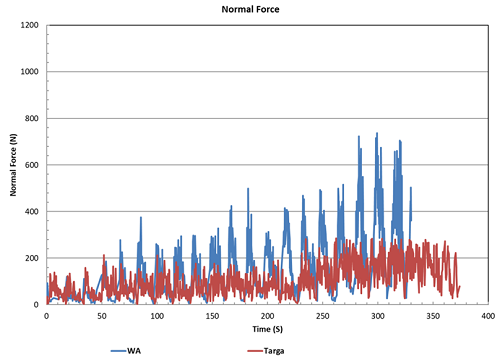
Achieved results for TGE vs. WFA via high depth of cut and aggressive infeed parameters are as follows:
TGE vs. WA: High Depth Of Cut on 45 Rc Carbon Steel
- TGE → Specific Energy (J/mm3) 9.5X lower.
- TGE → MRR ~4X higher.
The impressive results for TGE in terms of efficiency and productivity have translated to significant success in demanding applications such as creep feed grinding and gear grinding. Grinding wheels formed from TGE grains have in multiple cases outperformed wheels composed of the triangular shaped blue-type sol gel ceramic grains. Extremely high material removal rates are possible with a minimum tendency to create metallurgical burn upon the part.
An additional benefit to the TGE grain is the ability to form very open structures within vitrified bond grinding wheels. Such an open structure supports the carrying of higher volumes of coolant into the grinding zone. Also this highly open structure provides space to carry a higher volume of chips away from the grinding zone, thus enhancing the grinding wheel’s resistance to loading. The latest version of Targa grain, TG2, via its approximate 8:1 aspect ratio supports the most open structure possible for this type of grain.
Below power and normal force charts indicate the performance of HTB grains when compared against BFA and DGE on bearing steel. Test parameters were set to simulate moderately high infeeds as would be experienced during OD grinding or hot mill roll grinding.
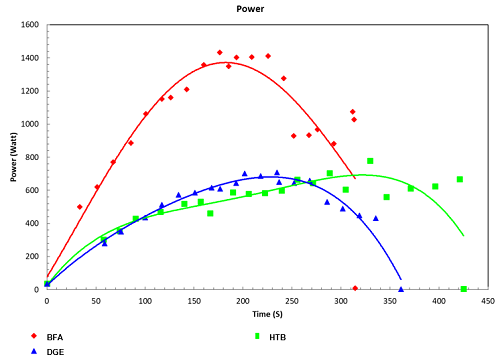
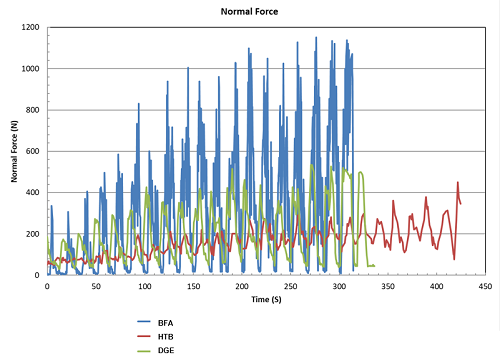
Results for HTB in the lab grind testing showed significantly improved results for grinding hardened bearing steel. Comparison against DGE illustrated how engineered friability becomes more important than a very sharp shape:
HTB vs. DGE and BFA on post-hardened 52100 (100Cr6) Bearing Steel
- HTB → 17% lower Specific Energy (J/mm3) vs. DGE, over 8X lower than for BFA
- HTB → G-Ratio 1.8X vs. DGE, over 5X vs. BFA
- HTB → MRR ~4X higher. This grain has been highly successful not only for bearing applications but also for a variety of other applications such as roll grinding, surface grinding, portable grinding wheels, and spring grinding. New availability in P-sizes opens up the possibility to apply this grain to coated applications such as flap discs and fiber discs. This grain’s versatility can be considered in the below two case studies.
Successful customer case studies - HTB grain
Roll Grind (vs. wheels w blue Sol Gel)
- +100% G-Ratio
- +100% Metal Removal Rate
- OR → some combination of the two depending upon adjustment of infeed, traverse rate, and wheel speed.
- Outstanding performance on the newest roll alloys (CPC, etc.) → G-Ratios 2X competitive sol gel, even with 33% less ceramic grain content than the competitive wheel.
Automotive OD Bearing Grind: HTB vs. Conventional Fused Blend
- 100% increase in parts per dress
- 50% decrease in dress compensation per each dress
- Highest quality & consistency (6-sigma, etc.) via less variation part to part and fewer dressing cycles.
Conclusion
Though abrasive grains must work in concert with the other components that create a finished abrasive product such as a grinding wheel or finishing belt, it is the grains that drive the key performance characteristics beyond the abilities of the conventional fused grains. Traditionally, achieving one performance parameter requires some sacrifice of the others. For example, an operation requiring the highest removal rates may achieve results with some concession for surface finish and/or lack of part burn. Some mitigation of burn can be achieved, but typically via utilization of highly friable grains that provide poor product life. Likewise, in order to achieve tight dimensional tolerance and fine finishes, productivity is often sacrificed.
As shown in the above results and examples, an engineered approach utilizing ceramic grain factors of microstructure, shape, and chemistry can achieve desired results in the most important performance criteria while maintaining or even improving results for other criteria. In many if not most cases, incorporating ceramic grains has a low risk for grain related problems when substituting them for the typical fused grains.
Though there is some requirement for machine tools to be capable of taking advantage of such performance, the requirements are typically much less than for conversion to superabrasive products. Additionally, the cost of entry for incorporating ceramic grains is significantly lower than for superabrasives. The future for ceramic grains will be to drive performance beyond existing levels and somewhat closer to the performance of superabrasives yet with more conventional products and machinery.